- {{sigdata.established}} 1977
- {{sigdata.tel}} +86(760)-8521 3999
{{ sigdata.reliabtittwo }}
| 項目 | 要求 | 測試方法 |
|---|---|---|
|
高溫儲存試驗 參考文件: GB/T 2423.2-2008 Method Bb |
1.無明顯的外觀缺陷.
2.ΔL/L≦10% (Mn-Zn: ΔL/L≦30% ) 3.ΔQ/Q≦30% (Only SMD series) 4.ΔDCR/DCR≦10% |
溫度: N±2℃ (N:依據產品規格設定) 時間: 96±2 小時 樣品在室溫下放置1小時,不超2小時必須測試. 
|
|
低溫儲存試驗 參考文件: GB/T 2423.1-2008 Method Ab |
1.無明顯的外觀缺陷.
2.ΔL/L≦10% (Mn-Zn: ΔL/L≦30% ) 3.ΔQ/Q≦30% (Only SMD series) 4.ΔDCR/DCR≦10% |
溫度: M±2℃ (M:依據產品規格設定) 時間: 96±2 小時 樣品在室溫下放置1小時,不超2小時必須測試. 
|
|
恒定濕熱試驗 參考文件: GB/T 2423.3-2016 |
1.無明顯的外觀缺陷.
2.ΔL/L≦10% (Mn-Zn: ΔL/L≦30% ) 3.ΔQ/Q≦30% (SMD series only) 4.ΔDCR/DCR≦10% |
温度:40±2℃ , 溼度: 93±3%RH 時間 : 96±2 hours 樣品在室溫下放置1小時,不超2小時間必須測試. 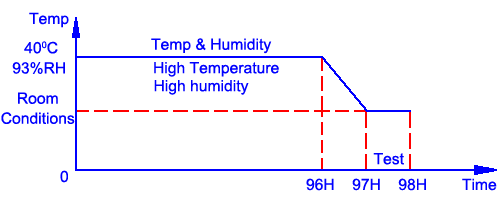
|
|
冷熱衝擊試驗 參考文件: GB/T 2423.22-2012 Method Na |
1.無明顯的外觀缺陷.
2.ΔL/L≦10% (Mn-Zn: ΔL/L≦30% ) 3.ΔQ/Q≦30% (SMD series only) 4.ΔDCR/DCR≦10% T: 15Min if weight≦28g M: low temp. setting T: 30Min if 28g≦weight≦136g N: high temp. setting |
從M℃作用T分鐘,然後溫度衝擊到N℃作用T分鐘,作為一個循環,共作用20次. 
|
|
焊錫性測試 參考文件: GB/T 2423.28-2005 Method Ta |
端子必須有95%以上均勻著錫. |
1.端子浸入助焊劑, 然後浸入245±5℃錫爐中5秒. 2.焊料 :無鉛焊料 3.助焊劑: 松香助焊劑 |
|
耐焊接熱試驗 參考文件: GJB 360B-2009 Method 210 |
1.無明顯的外觀缺陷. 2.ΔL/L≦10% (Mn-Zn: ΔL/L≦30% ) 3.ΔQ/Q≦30% (SMD series only) 4.ΔDCR/DCR≦10% |
1.參照上圖回流焊曲線過2次. 2.峰值溫度為: 260+0/-5℃ 3.迴流焊溫度條件是根據我司設備制定的 
|
|
振動試驗(正弦) 參考文件: GB/T 2423.10-2019 |
1.無明顯的外觀缺陷. 2.無短路開路異常. |
用10~55~10Hz 振動頻率,振幅1.5mm,振動周期為1min/cycle.沿X,Y,Z方向各振動2小時.(共6小時) 
|
|
端子強度(SMT) 參考文件: GB/T 2423.60-2008 |
1. HPI / SMD(V) / SMB / SMI / SMW 系列: 施加力:5N 持續時間:10秒 2.除上述系列以外的其他SMT系列: 施加力:10N 持續時間:10秒 3.錫膏厚度:0.12毫米 4.端子不發生鬆脫并滿足上述要求. |
測試樣品過245℃的迴流焊上PCB板,施加一個力到測試器件的側面,這個力應持續10秒。 
|
|
端子強度(DIP) 參考文件: GB/T 2423.60-2008 |
1. 引出端直径(d) mm 0.35<d≤0.50 施加力:5N 持續時間:10秒 2. 引出端直径(d) mm 0.50<d≤0.80 施加力:10N 持續時間:10秒 3. 引出端直径(d) mm 0.80<d≤1.25 施加力:20N 持續時間:10秒 4. 引出端直径(d) mm d>1.25 施加力:40N 持續時間:10秒 5.端子不發生鬆脫并滿足上述要求. |
拉力:拉力逐漸到最大值維持10秒. 
|
|
落下試驗 參考文件: GB/T 2423.7-2018 |
1.無明顯的外觀缺陷. 2.無短路開路異常. |
將產品包裝後從1米高度自然落下至試驗板上1角3棱6面各跌落两次. |